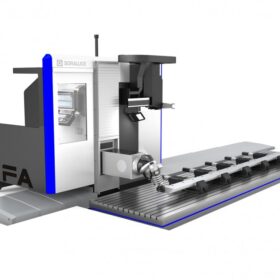


Koordinātu izciršanas iekārtas Durma Hidraulisks TP
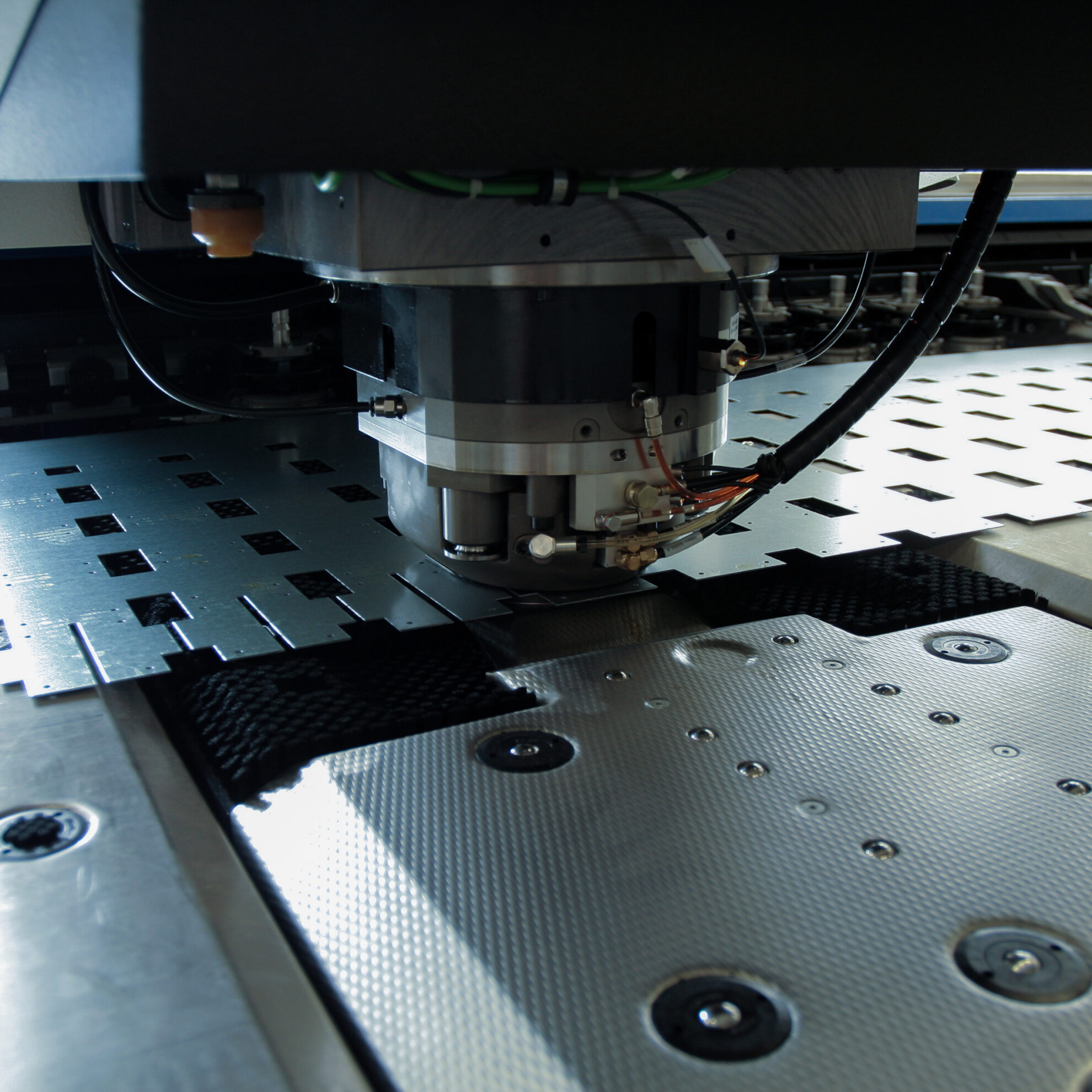
Durma TP sērijas perforators nodrošina ievērojami ātrāku perforēšanas ātrumu nekā mehāniskie perforatori. Perforēšanas galva var veikt 1200 caurduršanas darbības minūtē un 3200 marķēšanas darbības minūtē. Tāpat formēšana var tikt veikta ar caurduršanas ātrumu. Iekārtas kontrolieris pielāgo gājiena ātrumu un pozīciju. Iekārtas vadība atvieglo iestatījumus progresīvu formu, malu un reljefa veidošanai.
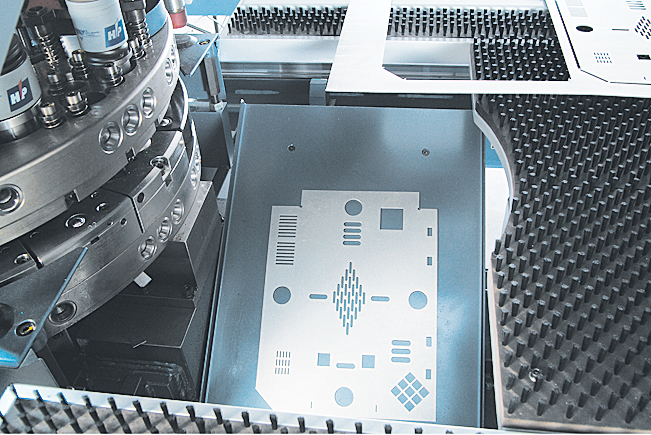
Izmantojot grozāmās pamatnes tehnoloģiju, ir iespējams veidot ne tikai taisnas ģeometriskas formas, bet arī izliektas un apaļas. Šī metode ir īpaši noderīga vairākās sfērās, piemēram, gaisa kondicionēšanas sistēmu izstrādē.
TP sērijas grozāmās pamatnes perforators ir ar jums šodien, būs rīt un arī turpmāk.
TP SĒRIJAS grozāmās pamatnes perforators
Maza, vidēja un liela formāta lokšņu apstrāde
Perforēšanas, formēšanas, caurduršanas un apļveida tehnoloģiskās iespējas
Spriedzi noņemošs O-veida rāmis
Plaša pamatnes konfigurāciju izvēle, lai izvairītos no neiespējamām instrumentu kombinācijām
Automātiska visu kustīgo detaļu eļļošana
Izturīgas vadulas
Viens no labākajiem kontrolieriem ar plašu funkcionalitāti un pielāgojamībJaudīga kontrole ar lietotājam draudzīgu CAD-CAM programmatūru
Programmējama lokšņu satveršanas sistēma saīsina iestatījumu veikšanai nepieciešamo laiku un atskarpju daudzumu. Automatizācija viegli integrējama efektīvai un uzticamai darbībai Paaugstināts operatora drošības līmenis un samazināts nogurums
Precīza un augsta ātruma pamatne.
Perforēšanas galva var veikt 1200 caurduršanas darbības minūtē un 3200 marķēšanas darbības minūtē.
Tāpat formēšana var tikt veikta ar caurduršanas ātrumu. Iekārtas kontrolieris pielāgo gājiena ātrumu un pozīciju.
Inteliģenta hidrauliskā sistēma.
Augsti dinamiska caurdures piedziņa ar slēgtu cilpas kontroli.
Jauna vārstu tehnoloģija DECV: Direct Electronic Copy Valve.
Tā bāzēta uz pierādītās Voith H+L vārstu darbības kopēšanas tehnoloģijas.
Pastiprināta aizsardzība pret mehānisko spiedienu.
Vienkārša un pietiekoša eļļas filtrācija.
Tieša darbība bez hidrauliskās kontroles cilpas.
Ļoti ātra reaģēšana uz soli.
Ļoti precīza proporcionālā reaģēšana.
Iepriekš definēti iekārtas cikli ar programmējamiem gājiena parametriem.
Procesu drošība ar reakciju monitoringu.
Uzlabota diagnostika izmantojot spiediena sensorus.
Optimizēts jaudas patēriņš ar noslodzes kontrolētu aktīvu divu spiedienu sistēmu.
Augstas kvalitātes formēšana.
Iekārtas vadība atvieglo iestatījumus progresīvu formu, malu un reljefa veidošanai. Izmantojot grozāmās pamatnes tehnoloģiju ir iespējams veidot ne tikai taisnas ģeometriskas formas, bet arī izliektas un apaļas. Šī metode ir īpaši noderīga vairākās sfērās, piemēram, gaisa kondicionēšanas sistēmu izstrādē. (Apļveida instrumenta, caurduršanas instrumenti) Liela ātruma marķēšana.
Automātiska sadaļu indeksēšana.
Maksimāla elastība atvieglojot instrumentu inventāra uzturēšanu un samazinot uzstādījuma laiku. Instrumenti pagriežami ar 0.01° pieaugumu, tādējādi sniedzot iespēju apstrādāt ļoti sarežģītas formas detaļas izmantojot minimālu instrumentu skaitu. Instrumentu nomaiņu var veikt ātrāk nekā 3 sekunžu laikā veicot pilnu apgriezienu un 0,6 sekundēs vienam instrumentam.
Pārvietošana.
Tagad ir iespējams apstrādāt loksni garumā izmantojot visu galda virsmu, bez nepieciešamības veikt pārvietošanu.
Darba kārtība.
Iespēja izņemt detaļas arī procesa laikā un izmantot iespēju tās šķirot un savākt.
Kustība un galds.
Jauna dizaina X un Y asīm izmantota tiešās piedziņas tehnoloģija. Tas palielina veiktspēju un samazina zudumus, kas rodas siksnu, pārnesumu vai citās jaudas pārveides sistēmās.
Automātiska satveršana.
Veicot plāna metāla perforēšanu, viena no problēmām ir kontrolēt loksnes kustību zonā, kur tā nav piespiesta. Lai to novērstu, sistēmā ir iespējams uzstādīt 3 vai vairāk piespiedējus.
CAD-CAM programmatūra.
Programmēšanas laiks tiek minimizēts, izmantojot ātru un vienkāršu CAD-CAM programmatūru cncKAD metalix. Automātiski izvēloties efektīvāko instrumenta pozīciju tiek maksimāli izmantots loksnes laukums, samazināta nepieciešamība pozīcijas maiņai un tiek novērsti darba gaitā radušies materiāla bojājumi.
Siemens Sinumerik 840 DSL kontroles sistēma
Vadības pedālis
CAD-CAM programmatūra un aktivizācijas zibatmiņa
Kontrolieris Siemens Sinumerik 840 D SL Windows 7 operētājsistēma Attālinātas diagnostikas funkcija
Programmēšana no kontroles paneļa
Automātiska satvērēja pozicionēšana
Lokšņu komplektu slēdzis uz satvērējiem
Ethernet datu pārraides tīkla savienojums
Automātiska instrumentu eļļošana
UPS kontroles panelim
Pārvietojama atgriezumu kaste
Galds ar sukām
Eļļas dzesētājs
USB pieslēgums
Pārvietošanās pa X asi
Izlīdzināšanas instrumenti indeksa sadaļām (C+B sadaļas) – (TP6, TP9)
Izlīdzināšanas instrumenti indeksa sadaļām (D sadaļai) – (TP63, TPL63, TP93, TPL93, TP123, TP Servo, TPL Servo)
Manuāla iestarpināšana
Gaismas barjeras CE atbilstībai
| TP sērija | Mērvienība | TP 9 | TP 93 | TP 123 | TPL 93 | TP 123 SERVO | TPL 93 SERVO |
| Maksimālā tonnāža | Tonnas | 20** | 20** | 30** | 30** | 20** | 20** |
| Rāmja tips | ˗ | O veida rāmis | O veida rāmis | O veida rāmis | O veida rāmis | O veida rāmis | O veida rāmis |
| X ass gājiens | mm | 2000+ R | 2500+ R | 2500+ R | 3000+ R | 2500+ R | 3000+ R |
| Y ass gājiens ar vienu instrumentu | mm | 1250 | 1250 | 1250 | 1500 | 1250 | 1500 |
| Automātiskās pozīcijas maiņas diapazons* | mm | 10000* | 10000* | 10000* | 10000* | 10000* | 10000* |
| Y ass kustības ātrums | m/min | 70 | 75 | 80 | 60 | 80 | 60 |
| X ass kustības ātrums | m/min | 90 | 100 | 116 | 70 | 116 | 70 |
| Y+X laterālais ātrums | m/min | 114 | 125 | 140 | 120 | 140 | 92 |
| Maksimālais sitienu ātrums (1 mm pacēlums, 1 mm biezums) | 1/min | 1100 | 1100 | 1200 | 1200 | 535 | 535 |
| Maksimālais sitienu ātrums (25mm pacēlums, 1 mm biezums) | 1/min | 375 | 375 | 425 | 325 | 325 | 325 |
| Maksimālais sitienu ātrums: Marķēšana | 1/min | 2800 | 2800 | 3200 | 2800 | 820 | 820 |
| Galvenā cilindra gājiens | mm | 40 | 40 | 40 | 40 | 40 | 40 |
| Maksimālais caurduršanas gājiens | mm | 25 | 25 | 25 | 25 | 25 | 25 |
| Maksimālais griešanas biezums (fiksētai sadaļai) | Vidējas cietības metāls | 6 | 6 | 6 | 6 | 6 | 6 |
| Nerūsējošs tērauds | 3 | 3 | 3 | 3 | 3 | 3 | |
| Maksimālais griešanas biezums (indeksa sadaļai) | Vidējas cietības metāls | 3 | 3 | 3 | 3 | 3 | 3 |
| Nerūsējošs tērauds | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | |
| Pozicionēšanas precizitāte | mm | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 | ± 0,1 |
| Atkārtošanas precizitāte | mm | ± 0,05 | ± 0,05 | ± 0,05 | ± 0,05 | ± 0,05 | ± 0,05 |
| Pamatnes rotācijas ātrums | rpm | 30 | 20 | 20 | 20 | 20 | 20 |
| Automātiskās indeksēšanas rotācijas ātrums | rpm | 150 | 150 | 150 | 150 | 150 | 150 |
| Maksimālais loksnes svars | kg | 100 | 120 | 120 | 200 | 120 | 200 |
| Cietais disks | Gbyte | 80 | 80 | 80 | 80 | 80 | 80 |
| RAM | Gb SDRAM | 4 | 4 | 4 | 4 | 4 | 4 |
| Datu pārraides sistēma | ˗ | Windows 7 | Windows 7 | Windows 7 | Windows 7 | Windows 7 | Windows 7 |
| Interaktīvais plakanais panelis | inch | 19” | 19” | 19” | 19” | 19” | 19” |
| USB | ˗ | 2 | 2 | 2 | 2 | 2 | 2 |
| Ethernet | 10/100 | 10/100 | 10/100 | 10/100 | 10/100 | 10/100 | |
| Augstums (A) | mm | 2310 | 2310 | 2310 | 2310 | 2315 | 2310 |
| Platums (bez gaismas barjeras) (P) | mm | 4200 | 5360 | 5360 | 6300 | 5260 | 6160 |
| Platums (ar gaismas barjeru) | mm | 6200 | 7360 | 7360 | 8300 | 6260 | 6260 |
| Garums (bez gaismas barjeras) (G) | mm | 5600 | 5750 | 5750 | 6650 | 5260 | 6210 |
| Garums (ar gaismas barjeru) | mm | 6600 | 6800 | 6800 | 7650 | 6260 | 7210 |
| Paliktņa augstums | mm | 940 | 940 | 940 | 940 | 940 | 940 |
| Aptuvenais svars | kg | 11000 | 12960 | 12960 | 18250 | 14000 | 21500 |
| Hidrauliskās sistēmas motors | kW | 7,5 | 7,5 | 15 | 15 | ˗ | ˗ |
| Eļļas tvertne | lt | 180 | 180 | 240 | 180 | ˗ | ˗ |
| Gaisa spiediens | bar | 6 | 6 | 6 | 6 | 6 | 6 |
| Satvērēju skaits | pcs. | 2 | 3 | 3 | 4 | 3 | 4 |
| Satvērēju piespiedējspēks | ˗ | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Galda veids | Suku | Suku | Suku | Suku | Suku | Suku | |
| Enerģijas patēriņš | Kw/st | 7,5 | 7,5 | 15 | 15 | 6,21 | 6,21 |
| A – fix 0.8-12.7 mm | Daudzums | 11 | 11 | 11 | 11 | 11 | 11 |
| B – fix 12.8-31.7 mm | gab. | 10 | 11 | 11 | 11 | 11 | 11 |
| C – fiksēts 31.8-50.8 mm | gab. | 1 | 2 | 2 | 2 | 2 | 2 |
| D – fiksēts 50.9-88.9 mm | gab. | 2 | 1 | 1 | 1 | 1 | 1 |
| B – indekss 12.8-31.7 mm | gab. | 2 | ˗ | ˗ | ˗ | ˗ | ˗ |
| C- indekss 31.8-50.8 mm | gab. | 1 | ˗ | ˗ | ˗ | ˗ | ˗ |
| D- indekss 50.9-88.9 mm | gab. | ˗ | 3 | 3 | 3 | 3 | 3 |
| * : Iekārtai jāpievieno speciāls galds un gaismas barjeras jānovieto atbilstošā pozīcijā. Maksimālais svars 100 kg. | |||||||
| **: Izvēloties iekārtu, lūdzu, pievērsiet uzmanību atsperu spēkam. | |||||||
Papildu satvērēji
Galds (suku un bumbu)
Instrumenti, instrumentu turētāji, reduktori
CAD-CAM programmatūra un aktivizācijas zibatmiņa Automātiskā
iestarpināšanas, apļveida un caurduršanas instrumentu programmatūra
Loksnes deformācijas brīdinājuma slēdzis
Pamatnes pārsegs perforētām loksnēm
Vakuuma atlieku nosūcējs
Darba kārtība
Automātiska iekārtas eļļošana
Elektriskās kārbas gaisa kondicionēšana
Ielādes-izlādes sagatavošana
Ielādes-izlādes sistēma Papildu galdam
Speciāls galda transformators
UPS iekārtai (30 KvA – 10 min)
Papildu izlīdzināšanas instruments